-
1 плотность постоянного тока
Русско-английский физический словарь > плотность постоянного тока
-
2 плотность
ж.- вакуумная плотность
- взаимная спектральная плотность
- внутренняя оптическая плотность
- деформационная электронная плотность
- звёздная плотность
- изовекторная плотность
- изоспиновая плотность
- инвариантная плотность
- инклюзивная плотность
- интегральная плотность
- кажущаяся плотность
- ковариантная плотность
- комбинированная плотность состояний
- критическая плотность тока
- критическая плотность
- круговая дихроичная оптическая плотность
- линейная дихроичная оптическая плотность
- линейная плотность заряда
- линейная плотность ионизации
- линейная плотность ионов
- линейная плотность
- локальная плотность
- максимальная плотность воды
- мгновенная плотность энергии
- модулированная спиновая плотность
- молекулярная плотность
- наведённая плотность тока
- нейтронная плотность
- неоднородная плотность
- нормальная плотность
- обменная плотность
- объёмная плотность
- однородная плотность
- оптическая плотность по отражению
- оптическая плотность почернения
- оптическая плотность
- относительная плотность
- парциальная плотность
- планковская плотность
- плотность атмосферы
- плотность атомов
- плотность блоховских линий
- плотность вероятности
- плотность вещества во Вселенной
- плотность вихря
- плотность воды
- плотность воздуха
- плотность вуали
- плотность газа
- плотность деления
- плотность дефектов
- плотность джозефсоновского тока
- плотность дислокаций
- плотность диффузионного тока
- плотность дырок
- плотность жидкости
- плотность замедления
- плотность записи
- плотность заряда
- плотность зерна
- плотность излучения
- плотность импульса
- плотность ионов
- плотность источников радиоизлучения
- плотность колебательных состояний
- плотность контакта
- плотность кристалла
- плотность льда
- плотность магнитного момента
- плотность магнитного потока
- плотность междоузлий
- плотность мощности
- плотность населения
- плотность негатива
- плотность нейтронного потока
- плотность нейтронной звезды
- плотность нейтронов
- плотность носителей заряда
- плотность объёмного заряда
- плотность отказов
- плотность паров
- плотность переходов
- плотность плазменного шнура
- плотность плазмы
- плотность планетарных туманностей
- плотность поверхностных состояний
- плотность постоянного тока
- плотность потока в фазовом пространстве
- плотность потока жидкости
- плотность потока излучения
- плотность потока импульса
- плотность потока лазерного излучения
- плотность потока нейтронов
- плотность потока частиц
- плотность потока энергии
- плотность потока энтропии
- плотность потока
- плотность почернения
- плотность пространственного заряда
- плотность протонов
- плотность пузырьков
- плотность пучка
- плотность пятен контакта
- плотность разрывов
- плотность распределения вероятности
- плотность силы
- плотность событий
- плотность состояний
- плотность столкновений
- плотность ступеней
- плотность стыка
- плотность теплового потока
- плотность тока
- плотность торможения
- плотность трещин
- плотность упаковки
- плотность уровней
- плотность ускоряющей электромагнитной силы
- плотность ЦМД
- плотность частиц в единице фазового объёма
- плотность частиц
- плотность электрического тока
- плотность электромагнитного импульса
- плотность электронов
- плотность энергетических уровней
- плотность энергии деформации
- плотность энергии излучения
- плотность энергии лазерного излучения
- плотность энергии формоизменения
- плотность энергии
- плотность энерговыделения
- плотность ядерных уровней
- плотность ядра
- плотность, усреднённая по линии наблюдения
- плотность, усреднённая по объёму
- поверхностная плотность заряда
- поверхностная плотность потока излучения
- поверхностная плотность светового потока
- поверхностная плотность энергии излучения
- поверхностная плотность
- полная космологическая плотность
- пороговая плотность тока
- предельная плотность в разрядах с омическим нагревом
- предельная плотность ионного тока
- предельная плотность электронов
- предельная плотность
- предельно допустимая плотность потока частиц
- продольная плотность
- пространственная плотность звёзд
- пространственная плотность частиц
- пространственная плотность
- псевдоскалярная плотность
- равновесная плотность
- ретикулярная плотность
- сверхтекучая плотность
- скалярная плотность
- спектральная объёмная плотность энергии
- спектральная плотность излучения
- спектральная плотность кинетической энергии жидкости в К-пространстве
- спектральная плотность мощности
- спектральная плотность населённостей
- спектральная плотность потока излучения
- спектральная плотность тепловых шумов
- спектральная плотность флуктуаций фототока
- спектральная плотность фотометрической величины
- спектральная плотность шума
- спектральная плотность энергетической яркости
- спектральная плотность
- спиновая плотность
- средняя плотность Земли
- средняя плотность тока в обмотке
- средняя плотность
- тензорная плотность
- угловая плотность
- фазовая плотность
- фотографическая плотность
- центральная плотность
- эксклюзивная плотность
- электронная плотность
- эффективная плотность
- ядерная плотность -
3 Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия.
Метод основан на измерении интенсивности линий элементов примесей в спектре, полученном при испарении пятиокиси ниобия в смеси с графитовым порошком и хлористым натрием из канала графитового электрода в дуге постоянного тока.
Массовую долю примесей в ниобии (табл. 4) определяют по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента и интенсивности фона (
 ) - логарифм концентрации определяемого элемента (lg C).
) - логарифм концентрации определяемого элемента (lg C).4.2.1. Аппаратура, материалы и реактивы
Спектрограф дифракционный типа ДФС-13 с решеткой 600 и 1200 штр/мм и трехлинзовой системой освещения щели или аналогичный прибор (фотоэлектрический прибор типа МФС). Допускается использовать спектрограф ДФС-8 с решеткой 1800 штрихов.
Генератор дуговой типа ДГ-2 с дополнительным реостатом или генератор аналогичного типа.
Выпрямитель 250 - 300 В, 30 - 50 А.
Микрофотометр нерегистрирующий типа МФ-2 или аналогичного типа.
Таблица 4
Определяемая примесь
Массовая доля примеси, %
Никель
1∙10-3 - 2∙10-2
Алюминий
5∙10-4 - 1∙10-2
Магний
1∙10-3 - 2∙10-3
Марганец
5∙10-4 - 5∙10-3
Кобальт
5∙10-4 - 3∙10-2
Олово
1∙10-3 - 1∙10-2
Медь
3∙10-3 - 5∙10-2
Цирконий
1∙10-3 - 2∙10-2
Спектропроектор типа ПС-18, СП-2 или аналогичного типа.
Весы аналитические.
Весы торсионные типа ВТ-500.
Ступка и пестик из органического стекла.
Бокс из органического стекла.
Электропечь муфельная с терморегулятором на температуру до 900 °С.
Чашки платиновые.
Станок для заточки графитовых электродов.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм.
Электроды графитовые, выточенные из графитовых стержней ОС. Ч. 7 - 3 диаметром 6 мм, с каналом глубиной 5 мм, внешний диаметр - 3,0 мм, внутренний диаметр - 2,0 мм, длина заточенной части - 6 мм.
Порошок графитовый ОС. Ч. 8 - 4 по ГОСТ 23463-79.
Фотопластинки спектрографические марок СПЭС и СП-2, размером 9´12/1,2 или 13´18/1,2, обеспечивающие нормальное почернение аналитических линий и близлежащего фона в спектре.
Лампа инфракрасная ИКЗ-500 с регулятором напряжения РНО-250-0,5 или аналогичным.
Спирт этиловый ректификованный по ГОСТ 18300-72, дважды перегнанный в кварцевом приборе.
Никеля окись черная по ГОСТ 4331-78, ч.
Алюминия окись безводная для спектрального анализа, х. ч.
Магния окись по ГОСТ 4526-75, ч. д. а.
Марганца (IV) окись по ГОСТ 4470-79, ч. д. а.
Кобальта (II - III) окись по ГОСТ 4467-79, ч. или ч. д. а.
Олова двуокись, ч. д. а.
Циркония двуокись по ГОСТ 21907-76.
Меди (II) окись по ГОСТ 16539-79.
Натрий хлористый ОС. Ч. 6 - 1.
Ниобия пятиокись, в которой содержание определяемых элементов не превышает установленной для метода нижней границы диапазона определяемых массовых долей.
Проявитель:
метол........................................................................................ 2,2 г
натрий сернистокислый безводный по ГОСТ 195-77......... 96 г
гидрохинон по ГОСТ 19627-74............................................. 8,8 г
натрий углекислый по ГОСТ 83-79...................................... 48 г
калий бромистый по ГОСТ 4160-74..................................... 5 г
вода........................................................................................... до 1000 см3.
Фиксаж:
тиосульфат натрия кристаллический по СТ СЭВ 223-75... 300 г
аммоний хлористый по ГОСТ 3773-72................................ 20 г
вода........................................................................................... до 1000 см3.
4.2.2. Приготовление буферной смеси
Буферную смесь, состоящую из 90 % угольного порошка и 10 % хлористого натрия готовят, смешивая 0,9000 г угольного порошка и 0,1000 г хлористого натрия с 20 см3 спирта в течение 30 мин и высушивая под инфракрасной лампой.
4.2.3. Приготовление образцов сравнения (ОС)
Основной образец сравнения, содержащий по 1 % никеля, алюминия, магния, марганца, кобальта, олова, циркония и меди, готовят механическим истиранием и перемешиванием буферной смеси с окислами соответствующих металлов.
Навески массой 0,0141 г окиси никеля, 0,0189 г окиси алюминия, 0,0186 г окиси магния, 0,0158 г окиси марганца (IV) 0,0136 г (II - III)-окиси кобальта, 0,0127 г двуокиси олова, 0,0125 г окиси меди и 0,0140 г двуокиси циркония помещают в ступке из органического стекла и добавляют 0,8818 г буферной смеси. Смесь тщательно перемешивают, добавляя спирт для поддержания смеси в кашицеобразном состоянии, в течение 1 ч и высушивают под инфракрасной лампой до постоянной массы.
Последовательным разбавлением основного образца сравнения буферной смесью готовят серию образцов сравнения (ОС) с убывающей концентрацией определяемых элементов. Содержание каждой из определяемых примесей (в процентах на содержание металла в металлическом ниобии) и вводимые в смесь навески буферной смеси и разбавляемого образца приведены в табл. 5.
Образцы сравнения хранят в полиэтиленовых банках с крышками.
Таблица 5
Обозначение образца
Массовая доля каждой из определяемых примесей, %
Масса навески, г
буферной смеси
разбавляемого образца
ОС 1
1∙10-1
3,3930
0,3770 (основной образец)
ОС 2
5∙10-2
1,7700
1,7700 (ОС 1)
ОС 3
2∙10-2
2,3100
1,5400 (ОС 2)
ОС 4
1∙10-2
1,8500
1,8500 (ОС 3)
ОС 5
5∙10-3
1,7000
1,7000 (ОС 4)
ОС 6
2∙10-3
2,1000
1,4000 (ОС 5)
ОС 7
1∙10-3
1,5000
1,5000 (ОС 6)
ОС 8
5∙10-4
1,0000
1,0000 (ОС 7)
4.1.2 - 4.2.3. (Измененная редакция, Изм. № 1).
4.2.4. Проведение анализа
4.2.4.1. Перевод металлического ниобия в пятиокись ниобия
Пробу металлического ниобия 1 - 3 г помещают в платиновую чашку и прокаливают в муфельной печи при температуре 800 - 900 °С в течение 2 ч. Полученную пятиокись ниобия в виде белого порошка охлаждают в эксикаторе, помещают в пакет из кальки к передают на спектральный анализ.
4.2.4.2. Определение никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония
Пробы и образцы сравнения готовят в боксе. Для этого 100 мг пробы и 100 мг буферной смеси или 100 мг образца сравнения и 100 мг пятиокиси ниобия тщательно растирают в плексигласовой ступке в течение 5 мин. Подготовленную пробу или образец сравнения набивают в каналы трех графитовых электродов, предварительно обожженных в дуге постоянного тока при 7 А в течение 5 с.
Электроды устанавливают в штатив в вертикальном положении. Верхним электродом служит графитовый стержень, заточенный на конус. Между электродами зажигают дугу постоянного тока силой 7 А с последующим повышением (в течение 20 с) до 15 А. Электрод с пробой включен анодом.
Во избежание выброса материала из кратера электродов, ток включают при сомкнутых электродах с их последующим разведением, величина которого контролируется по проекции на промежуточной диафрагме. Время экспозиции - 120 с, промежуточная диафрагма - 5 мм.
Спектры в области длин волн 2500 - 3500 нм фотографируют с помощью спектрографа ДФС-13 с решеткой 600 штр/мм, используя трехлинзовую систему освещения щели на фотопластинку тип II чув. 15 ед., ширина щели спектрографа 15 мкм.
4.2.4.3. Определение меди
Пробу, приготовленную по п. 4.2.4.2, помещают в канал графитового электрода. Электрод с пробой или образцом сравнения служит анодом (нижний электрод). Верхним электродом является графитовый электрод, заточенный на конус. Между электродами зажигают дугу постоянного тока. В первые 15 с сила тока - 5 А, последующие 1 мин 45 с - 15 А. Полная экспозиция 120 с. Спектры фотографируют на спектрографе ДФС-13 с решеткой 1200 штр/мм с трехлинзовой осветительной системой. Фотопластинка типа ЭС чув. 9. Промежуточная диафрагма 0,8 мм. Шкалу длин волн устанавливают на 320 нм. Ширина щели спектрографа 15 мкм. Во время экспозиции расстояние между электродами поддерживают равным 3 мм.
Спектр каждой пробы и каждого образца сравнения регистрируют на фотопластинке по три раза. Экспонированные пластинки проявляют, промывают водой, фиксируют, окончательно промывают и сушат.
4.2.4.1 - 4.2.4.3. (Измененная редакция, Изм. № 1).
4.2.4.4. Обработка результатов
В каждой спектрограмме фотометрируют почернения аналитической линии определяемого элемента Sл+ф (табл. 6) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+a - Sф.
Таблица 6
Определяемый элемент
Длина волны аналитической линии, нм
Алюминий
309,2
Магний
279,5
Марганец
279,4
Медь
327,4
Олово
284,0
Цирконий
339,2
Никель
300,2
Кобальт
304,4
По трем параллельным значениям DS1, DS2, DS3, полученным по трем спектрограммам, снятым для каждого образца, находят среднее арифметическое результатов
 .
.От полученных средних значений
 переходят к значениям
переходят к значениям  с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.
с помощью таблиц, приведенных в приложении к ГОСТ 13637.1-77.Используя значения lg C и
 для образцов сравнения, строят градуировочный график в координатах
для образцов сравнения, строят градуировочный график в координатах  , lg C. По этому графику по значениям
, lg C. По этому графику по значениям  для пробы определяют содержание примеси в пробе.
для пробы определяют содержание примеси в пробе.Разность наибольших и наименьших из результатов трех параллельных и результатов двух анализов с доверительной вероятностью Р = 0,95 не должна превышать величин допускаемых расхождений, приведенных в табл. 7.
Таблица 7
Определяемый элемент
Массовая доля, %
Допускаемое расхождение, %
параллельных определений
результатов анализов
Алюминий
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Цирконий
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Магний
0,001
0,005
0,01
0,0006
0,004
0,006
0,0001
0,003
0,004
Марганец
0,0005
0,005
0,01
0,0003
0,003
0,006
0,0002
0,002
0,004
Медь
0,005
0,01
0,06
0,003
0,003
0,006
0,02
0,002
0,002
0,003
0,01
0,002
Олово
0,001
0,005
0,01
0,0006
0,003
0,005
0,0004
0,002
0,003
Никель
0,001
0,005
0,001
0,0006
0,003
0,005
0,0004
0,002
0,003
Кобальт
0,0005
0,005
0,01
0,0003
0,003
0,005
0,0002
0,002
0,003
Допускаемые расхождения для промежуточных содержаний рассчитывают методом линейной интерполяции.
4.2.4.5. Контроль правильности результатов
Правильность результатов анализа серии проб контролируют для каждой определенной примеси при переходе к новому комплекту образцов сравнения, С этой целью для одной и той же пробы, содержащей определенную примесь в контролируемом диапазоне концентраций с использованием старого и нового комплектов образцов сравнения, получают четыре результата анализа и вычисляют средние арифметические значения. Затем находят разность большего и меньшего значений. Результаты анализа считают правильными, если указанная разность не превышает допускаемых расхождений результатов двух анализов пробы по содержанию определяемой примеси.
Контроль правильности проводят для каждого интервала между ближайшими по содержанию образцами сравнения по мере поступления на анализ соответствующих проб.
4.3. Массовую долю тантала, титана, кремния, железа, вольфрама, молибдена определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79 или спектральными методами (пп. 4.3.1 - 4.3.3), кислорода и водорода - по ГОСТ 22720.1-77, азота - по ГОСТ 22720.1-77 или ГОСТ 22720.4-77.
Допускается применять другие методы анализа примесей, по точности не уступающие указанным.
При разногласиях в оценке химического состава его определяют по ГОСТ 18385.1-79 - ГОСТ 18385.4-79, ГОСТ 22720.1-77, ГОСТ 22720.1-77 и ГОСТ 22720.4-77.
Массовую долю углерода определяют по ГОСТ 22720.3-77. Кроме анализатора АН-160, допускается использовать приборы АН-7529 и АН-7560.
4.2.4.4. - 4.3. (Измененная редакция, Изм. № 1).
4.3.1. Спектральный метод определения примесей титана, кремния, железа, никеля, алюминия, магния, марганца, олова, меди, циркония, при массовой доле каждой примеси от 0,001 до 0,02.
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и спектров анализируемого материала, превращенного в оксиды прокаливанием, с последующим определением массовой доли примесей по градуировочным графикам, построенным в координатах: логарифм отношения интенсивности линии определяемого элемента к интенсивности фона lg(Iл/Iф) - логарифм массовой доли определяемого элемента lg C.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений, при массовой доле каждой примеси 0,001 % составляет 0,15, при массовой доле каждой примеси 0,02 % - 0,11.
Суммарная погрешность результата анализа с доверительной вероятностью Р = 0,95 при массовой доле примеси 0,00100 % не должна превышать ± 0,00023 % абс, при массовой доле примеси 0,0200 % - ± 0,0033 % абс.
4.3.1.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 1200 штр/мм или аналогичный.
Источник постоянного тока УГЭ, или ВАС-275-100, или аналогичный.
Микроденситометр МД-100, или микрофотометр МФ-2, или аналогичный.
Спектропроектор типа ПС-18, или ДСП-2, или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные с погрешностью взвешивания не более 0,002 г.
Печь муфельная с терморегулятором, на температуру от 400 до 1100 °С.
Шкаф сушильный типа СНОД 3.5.3.5.3.5./3М или аналогичный.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Фотопластинки спектральные: диапозитивные, СП-2, СП-ЭС, обеспечивающие в условиях анализа нормальные почернения аналитических линий и близлежащего фона в спектре.
Порошок графитовый ос. ч. 8 - 4 по ГОСТ 23463-79 или аналогичный, обеспечивающий чистоту по определяемым примесям. Нижние электроды, выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота заточенной части....................... 10
диаметр заточенной части.................... 4,0
глубина кратера...................................... 3,8
диаметр кратера..................................... 2,5
Верхние электроды из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, заточенные на усеченный конус с площадкой диаметром 1,5 мм, высотой заточенной конической части 4 мм.
Натрий фтористый, ос. ч. 7 - 3.
Ниобия пятиокись для оптического стекловарения, ос. ч. 7 - 3.
Титана (IV) двуокись, ос. ч. 7 - 3.
Кремния (IV) двуокись по ГОСТ 9428-73, ч. д. а.
Железа (III) окись, ос. ч. 2 - 4.
Никеля (II) закись, ч. д. а.
Алюминия (III) окись, х. ч.
Магния (II), ч. д. а.
Марганца (IV) окись, ос. ч. 9 - 2.
Олова (IV) окись, ч. д. а.
Меди (II) окись (гранулированная) по ГОСТ 16539-79.
Циркония (IV) двуокись, ос. ч. 6 - 2.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Лак идитоловый, 1 %-ный спиртовый раствор.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 19627-74.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Натрий углекислый по ГОСТ 83-79.
Калий бромистый по ГОСТ 4160-74.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде, в указанной последовательности доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Основная смесь, представляющая собой механическую смесь оксида ниобия и оксидов определяемых элементов с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для ее приготовления каждый препарат оксида помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7, охлаждают в эксикаторе и берут навески, указанные в табл. 7а. Переносят в ступку сначала приблизительно одну четвертую часть навески пятиокиси ниобия, затем полностью навески оксидов всех элементов-примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, а затем прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Промежуточная смесь и рабочие образцы сравнения (РОС1 - РОС4); готовят, смешивая указанные в табл. 7б массы пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС2. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС2 - при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокаливают при температуре (400 ± 20) °С в течение 60 мин и охлаждают в эксикаторе.
Буферная смесь 95 % графитового порошка и 5 % фтористого натрия. Навески помещают в ступку и тщательно растирают в течение 30 мин.
4.3.1.2. Проведение анализа
Навеску порошка металлического ниобия массой 0,5 г помещают в платиновую чашку, прокаливают в муфельной печи при температуре 800 - 850 °С в течение 2 ч и охлаждают в эксикаторе. Переносят в ступку и смешивают с буферной смесью в соотношении 2:1 (по массе), помещают в пакет из кальки.
Каждый из рабочих образцов сравнения РОС1 - РОС4 также смешивают с буферной смесью в соотношении 2:1 (по массе).
Верхние и нижние электроды обжигают в дуге переменного тока при силе тока 10 А в течение 10 с.
Каждой из полученных смесей (смесь, полученная из навески пробы, и полученные из РОС1 - РОС4) плотно заполняют кратеры шести нижних электродов неоднократным погружением электродов в пакет со смесью. После этого в каждый нижний электрод помещают 2 капли спиртового раствора идитолового лака. Подсушивают электроды в сушильном шкафу при температуре 80 - 90 °С в течение (15 ± 1) мин.
В кассету спектрографа помещают:
в коротковолновую область спектра - диапозитивную фотопластинку;
в длинноволновую - фотопластинку марки СП-2.
Нижний электрод (с материалом пробы или с материалом рабочего образца сравнения) включают анодом дуги постоянного тока. Спектры фотографируют при следующих условиях:
сила тока................................................ 10 ± 0,5 А
межэлектродный промежуток............. 2 мм
экспозиция............................................. (40 ± 3) с
щель спектрографа................................ (0,020 ± 0,001) мм
промежуточная диафрагма.................. (5,0 ± 0,1) мм
деление шкалы длин волн.................... (303,0 ± 2,5) нм
Фотографируют по три раза спектр каждого рабочего образца сравнения и по три раза спектр каждой пробы, используя для каждого образца сравнения (или пробы) три из шести нижних электродов. Затем фотографирование спектров повторяют, используя оставшиеся три заполненных пробой (образцом сравнения) нижних электрода.
Экспонированные фотопластинки проявляют, промывают водой, фиксируют, окончательно промывают водой и сушат.
4.3.1.3. Обработка результатов
В каждой фотопластинке фотометрируют почернения аналитических линий определяемого элемента Sл+ф(табл. 7в) и близлежащего фона Sф и вычисляют разность почернений DS = Sл+ф - Sф.
По трем значениям DS1, DS2, DS3, полученным из трех спектрограмм, снятым для каждого образца на одной фотопластинке, находят среднее арифметическое DS. От полученных значений DS переходят к значениям lg(Iл/Iф) с помощью таблиц, приведенных в ГОСТ 13637.1-77.
Таблица 7а
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С (пред. откл. ± 20 °С)
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
950
10,2996
1,4305
7,2000
90
Двуокись титана
TiO2
1100
0,1334
1,6680
0,0800
1
Двуокись кремния
SiO2
1100
0,1711
2,1393
0,0800
1
Окись железа
Fe2O3
800
0,1144
1,4297
0,0800
1
Закись никеля
NiO
600
0,1018
1,2725
0,0800
1
Окись алюминия
Al2O3
1100
0,1512
1,8895
0,0800
1
Окись магния
MgO
1100
0,1327
1,6583
0,0800
1
Окись марганца
MnO2
400
0,1266
1,5825
0,0800
1
Окись олова
SnO2
600
0,1016
1,2696
0,0800
1
Окись меди
CuO
700
0,1001
1,2518
0,0800
1
Двуокись циркония
ZrO2
1100
0,1081
1,3508
0,0800
1
11,5406
8,0000
100
Используя значения lg C (где С - массовая доля определяемой примеси по табл. 7б) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). По этому графику, используя полученное по той же фотопластинке значение lg(Iл/Iф) для пробы, определяют массовую долю примеси в пробе - первый из двух результатов параллельных определений данной примеси.
Таблица 7б
Обозначение образца
Массовая доля каждой примеси в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 8 г металла, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
Промежуточная смесь
0,100
10,2996
1,1541 (ОС)
11,4537
РОС1
0,020
9,1552
2,2907 (ПС)
11,4459
РОС2
0,009
10,4140
1,0308 (ПС)
11,4443
POС4
0,004
10,1726
1,2716 (РОС2)
11,4442
РОС3
0,003
11,1007
0,3436 (ПС)
11,4443
Таблица 7в
Определяемый элемент
Аналитическая линия, нм
Магний
285,21
Кремний
288,16
Марганец
294,92
Никель
300,25
Железо
302,06
Титан
307,86
Алюминий
308,22
Цирконий
316,60
Олово
317,50
Медь
327,47
Результат второго параллельного определения получают таким же образом по второй пластинке.
Разность большего и меньшего результатов параллельных определений с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, указанного в табл. 7г.
Таблица 7г
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0004
0,020
0,006
Допускаемое расхождение для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейного интерполирования.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое результатов двух параллельных определений.
4.3.1.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.2. Спектральный метод определения примесей вольфрама, молибдена и кобальта при массовой доле каждой примеси от 0,001 до 0,01 %
Метод основан на возбуждении дугой постоянного тока и фотографической регистрации спектров образцов сравнения и анализируемого материала, превращенного в оксиды прокаливанием, с. последующим определением массовой доли примесей по градуировочным графикам.
Относительное среднее квадратическое отклонение, характеризующее сходимость результатов параллельных определений каждой примеси, составляет 0,17 - при массовой доле примеси и 0,10 - при массовой доле примеси 0,005 - 0,010 %.
4.3.2.1. Аппаратура, материалы и реактивы
Спектрограф ДФС-13 с решеткой 600 штр/мм или аналогичный.
Источник постоянного тока ВАС-275-100 или аналогичный.
Микрофотометр МФ-2 или аналогичный.
Спектропроектор ДСП-2 или аналогичный.
Шкаф сушильный типа СНОД 3.5.3.5.3.5/3М или аналогичный.
Весы аналитические с погрешностью взвешивания не более 0,0002 г.
Весы торсионные ВТ-500 или аналогичные.
Печь муфельная с терморегулятором на температуру от 400 до 1000 °С.
Электроплитки с закрытой спиралью и покрытием, исключающим загрязнение определяемыми элементами.
Станок для заточки графитовых электродов.
Ступки и пестики из оргстекла.
Чашки платиновые по ГОСТ 6563-75.
Эксикаторы.
Фотопластинки формата 9´12 см спектральные тип II и ЭС или аналогичные, обеспечивающие в условиях анализа нормальные почернения аналитических линий и фона в спектре.
Нижние электроды типа «рюмка», выточенные из графитовых стержней ос. ч. 7 - 3 диаметром 6 мм, имеющие размеры, мм:
высота «рюмки»...................... 5
глубина кратера...................... 3
диаметр кратера...................... 4
диаметр шейки........................ 3,5
высота шейки.......................... 3,5
Верхние электроды - стержни диаметром 6 мм из графита ос. ч. 7 - 3, заточенные на цилиндр диаметром 4 мм.
Кислота соляная по ГОСТ 14261-77, ос. ч.
Ниобия пятиокись, ос. ч. 7 - 3, в спектре которой в условиях анализа отсутствуют аналитические линии определяемых примесей.
Вольфрама (VI) окись, ч. д. а.
Молибдена (IV) окись, ч. д. а.
Кобальта (II, III) окись по ГОСТ 4467-79.
Сурьмы (III) окись, х. ч.
Свинец хлористый.
Калий сернокислый, ос. ч. 6 - 4.
Спирт этиловый ректификованный по ГОСТ 18300-87.
Метол по ГОСТ 25664-83.
Гидрохинон по ГОСТ 5644-75.
Натрий сернистокислый (сульфит) по ГОСТ 195-77.
Калий бромистый по ГОСТ 4160-74, ч. д. а.
Натрий углекислый по ГОСТ 83-79, ч. д. а.
Натрия тиосульфат кристаллический по ГОСТ 244-76.
Калий сернистокислый пиро (метабисульфит).
Вода дистиллированная по ГОСТ 6709-72.
Посуда химическая термостойкая: стаканы вместимостью на 100, 500 и 1000 см3, воронки.
Проявитель, готовят следующим образом: 2 г метола, 52 г сульфита натрия, 10 г гидрохинона, 40 г углекислого натрия, 5 г бромистого калия растворяют в воде в указанной последовательности, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Фиксаж, готовят следующим образом: 250 г тиосульфата натрия и 25 г метабисульфита калия растворяют в указанной последовательности в 750 - 800 см3 воды, доводят объем раствора водой до 1000 см3, перемешивают и фильтруют.
Допускается применять проявитель и фиксаж, рекомендованные для применяемых фотопластинок.
Буферная смесь, готовят следующим образом: тщательно растирают в ступке 7,4900 г хлористого свинца, 2,5000 г сернокислого калия, 0,0100 г окиси сурьмы. Время истирания на виброистирателе 40 - 50 мин, вручную - 90 - 120 мин.
Основная смесь, представляющая собой механическую смесь оксидов ниобия и определяемых примесей с массовой долей каждой примеси 1 % в расчете на содержание металла в смеси металлов. Для приготовления смеси каждый препарат оксидов помещают в отдельную чашку, прокаливают в течение 90 мин в муфельной печи при температурах, указанных в табл. 7д, охлаждают в эксикаторе и берут навески, указанные в табл. 7д. Переносят в ступку сначала приблизительно 1/4 часть навески пятиокиси ниобия, затем полностью навески оксидов всех примесей и тщательно растирают смесь в ступке в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. Затем в ту же ступку переносят оставшуюся часть навески пятиокиси ниобия и опять тщательно растирают смесь в течение 60 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, затем прокаливают при температуре (400 ± 20) °C в течение 60 мин и охлаждают в эксикаторе.
Промежуточную смесь и рабочие образцы сравнения (РОС1 - РОС4) готовят, смешивая указанные в табл. 7е навески пятиокиси ниобия, основной смеси, промежуточной смеси и рабочего образца сравнения РОС1. Перед взятием навесок пятиокись ниобия прокаливают 90 мин при (950 ± 20) °С, а ОС, ПС и РОС1 - при температуре (400 ± 20) °С в течение 60 мин; охлаждают в эксикаторе. Смешивают тщательным растиранием в ступке в течение 90 мин, добавляя спирт для поддержания смеси в кашицеобразном состоянии. После этого смесь сушат в сушильном шкафу, прокалива
Таблица 7д
Наименование препарата
Формула
Температура прокаливания перед взвешиванием, °С
Масса навески прокаленного препарата оксида, г
Коэффициент пересчета массы металла на массу оксида
Масса металла в навеске оксида, г
Массовая доля металла в смеси металлов, %
Пятиокись ниобия
Nb2O5
900 - 1000
13,8759
1,4305
9,7000
97
Трехокись вольфрама
WO3
650
0,1261
1,2611
0,1000
1
Трехокись молибдена
MoO3
450 - 500
0,1500
1,5003
0,1000
1
Окись кобальта
Со2О3
800
0,1407
1,4072
0,1000
1
14,2927
10,0000
100
находят значения lg(Iл/Iф), пользуясь таблицами по ГОСТ 13637-77. Используя значения lg C ( где С - массовая доля вольфрама по табл. 7е) и полученные по первой фотопластинке значения lg(Iл/Iф) для рабочих образцов сравнения РОС1 - РОС4, строят градуировочный график в координатах lgC, lg(Iл/Iф). Поэтому графику, используя полученные по той же фотопластинке значения lg(Iл/Iф) для пробы, определяют массовую долю вольфрама в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения вольфрама получают таким же образом по второй фотопластинке.
При определении молибдена и кобальта для каждого из трех спектров (пробы или образца сравнения), снятых на одной фотопластинке, находят значение DS = Sл - Scи вычисляют среднее арифметическое трех значений - значение
 . По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.
. По полученным значениям DS для образцов сравнения строят градуировочный график в координатах lgC, DS, где С - массовая доля определяемого элемента в образцах сравнения согласно табл. 7. По этому графику, используя полученные по той же фотопластинке значения DS для пробы, определяют массовую долю определяемого элемента в пробе - первый из двух результатов параллельных определений. Результат второго параллельного определения получают таким же образом по второй фотопластинке.Таблица 7е
Обозначение образца
Массовая доля каждой из определяемых примесей, в расчете на содержание металла в смеси металлов, %
Масса навески, г
Суммарная масса смеси оксидов, содержащая 10 г металлов, г
прокаленного препарата пятиокиси ниобия
разбавляемого образца (в скобках приведено его обозначение)
ПС
0,100
12,8745
1,4293 (ПС)
14,3038
РОС1
0,010
12,8745
1,4301 (ПС)
14,3049
РОС2
0,004
13,7328
0,5722 (ПС)
14,3050
РОС3
0,002
14,0189
0,2861 (ПС)
14,3050
РОС4
0,001
12,8745
1,4305 (РОС1)
14,3050
Разность большего и меньшего результатов параллельных определений элемента с доверительной вероятностью Р = 0,95 не должна превышать допускаемого расхождения, приведенного в табл. 7ж и табл. 7з.
Если этот норматив удовлетворяется, вычисляют результат анализа - среднее арифметическое двух результатов параллельных определений.
Таблица 7ж
Массовая доля примеси, %
Абсолютное допускаемое расхождение двух результатов параллельных определений, %
0,0010
0,0005
0,0050
0,0014
0,0100
0,0028
Допускаемые расхождения для промежуточных значений массовой доли примеси, не указанных в таблице, находят методом линейной интерполяции.
4.3.2.4. Контроль правильности результатов - по п. 4.2.4.5.
4.3.3. Экстракционно-фотометрический метод определения тантала (от 0,02 до 0,10 %)
Метод основан на измерении оптической плотности толуольного экстракта фтортанталата бриллиантового зеленого.
4.3.3.1. Аппаратура, материалы и реактивы
Весы аналитические.
Таблица 7з
Определяемый элемент
Аналитическая линия, нм
Интервал определяемых значений массовой доли, %
Вольфрам
400,87
От 0,001 до 0,01
Молибден
319,40
» 0,001 » 0,004
320,88
» 0,001 » 0,01
Кобальт
340,51
» 0,001 » 0,004
345,35
» 0,001 » 0,01
Плитка электрическая лабораторная с закрытой спиралью мощностью 3 кВт.
Центрифуга лабораторная, марки ЦЛК-1 или аналогичная.
Колориметр фотоэлектрический концентрационный КФК-2 или аналогичный.
Пипетки 1-2-2; 2-2-5; 2-2-10; 2-2-20; 2-2-25; 2-2-50; 6-2-10 по ГОСТ 20292-74.
Цилиндры 1-500; 1-2000 по ГОСТ 1770-74.
Бюретки 6-2-5; 1-2-100 по ГОСТ 20292-74.
Колбы 2-100-2; 2-200-2; 2-500-2 по ГОСТ 1770-741
Стакан В-1-100 ТС по ГОСТ 25336-82.
Стакан фторопластовый с носиком вместимостью 100 см3.
Банка БН-0,5, по ГОСТ 17000-71.
Бидон БДЦ-5,0 по ГОСТ 17000-71.
Пробки из пластмассы по ГОСТ 1770-74.
Цилиндры из полиэтилена вместимостью 60 см3.
Пробирки центрифужные из полиэтилена вместимостью 10 см3.
Пипетки из полиэтилена вместимостью 10 см3.
Кислота серная по ГОСТ 4204-77, х. ч. раствор 5 моль/дм3 и 1,4 моль/дм3.
Кислота азотная по ГОСТ 4461-77, х. ч.
Кислота фтористоводородная по ГОСТ 10484-78, х. ч., раствор 7,5 моль/дм3.
Раствор для отмывки экстрактов с концентрациями серной кислоты 1,18 моль/дм3 и фтористоводородной кислоты 0,98 моль/дм3. Для приготовления 5 дм3 раствора в полиэтиленовый бидон помещают 245 см3 раствора фтористоводородной кислоты 20 моль/дм3, 1175 см3 раствора серной кислоты 5 моль/дм3, 3580 см3 дистиллированной воды и перемешивают в течение 30 - 40 с.
Бриллиантовый зеленый, ч., раствор 3 г/дм3, готовят растворением 3 г красителя в 1 дм3 воды на холоду в течение 1 ч при перемешивании с помощью электромеханической мешалки.
Толуол по ГОСТ 5789-78, ч. д. а.
Ацетон по ГОСТ 2603-79, ч. д. а.
Аммоний сернокислый по ГОСТ 3769-78, х. ч.
Порошок танталовый (высокой чистоты), с массовой долей тантала не менее 99,5 %.
Вода дистиллированная по ГОСТ 6709-72.
4.3.3.2. Подготовка к измерению
4.3.3.2.1. Приготовление основного раствора и рабочих растворов
Основной раствор пятиокиси тантала 0,200 г/дм3: навеску металлического порошка тантала 0,0819 г, взвешенную с погрешностью ± 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 5,0 см3 концентрированной фтористоводородной кислоты, 0,5 см3 азотной кислоты, нагревают на плитке до полного растворения навески и упаривают до объема 1 - 2 см3. Раствор переводят в мерную колбу вместимостью 500 см3, в которую предварительно помещают 250 см3 дистиллированной воды, доводят до метки и перемешивают в течение 30 - 40 с. Приготовленный раствор хранят в полиэтиленовой посуде.
Рабочие растворы пятиокиси тантала 2,0 и 20,0 мкг/см3 отбирают пипеткой 2,0 и 20,0 см3 основного раствора в мерные колбы вместимостью 200 см3, добавляют 56,0 см3 раствора серной кислоты 5 моль/дм3, доводят водой до метки и перемешивают в течение 30 - 40 с.
4.3.3.2.2. Построение градуировочного графика
В полиэтиленовые ампулы помещают из бюретки 2,0; 4,0; 6,0; 8,0; 10,0 см3 рабочего раствора 2,0 мкг/см3 и 1,0; 2,0; 3,0; 4,0; 5,0 см3 рабочего раствора 20,0 мкг/см3. Доводят раствором серной кислоты концентрации 1,4 моль/дм3 (2,8 н) до 10,0 см3, добавляют полиэтиленовой пипеткой 1,5 см3 раствора фтористоводородной кислоты 7,5 моль/дм3, 25,0 см3 толуола, добавляют из бюретки 11,0 см3 раствора бриллиантового зеленого и встряхивают в течение 60 с на электромеханическом встряхивателе или вручную. После расслаивания фаз в течение 60 - 90 с 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 мин-1.
Оптическую плотность измеряют на КФК-2 в кюветах с толщиной слоя поглощения 5,0 мм в интервале 20 - 100 мкг пятиокиси тантала и 30,0 мм в интервале 4 - 20 мкг пятиокиси тантала при λmax = (590 ± 10) нм. В качестве раствора сравнения применяют толуол.
Одновременно через все стадии проводят два параллельных контрольных опыта. Оптическая плотность контрольного опыта не должна превышать 0,03 в кювете 30 мм и 0,005 - в кювете 5 мм. По полученным данным строят два градуировочных графика.
4.3.3.3. Проведение измерений
Пробу массой 0,1000 г, взвешенную с погрешностью не более 0,0005 г, помещают во фторопластовый стакан, добавляют полиэтиленовой пипеткой 10 см3 концентрированной фтористоводородной кислоты, затем пипеткой 2,0 см3 азотной кислоты и 8,0 см3 концентрированной серной кислоты, нагревают на плитке до начала выделения паров серной кислоты, затем продолжают нагрев еще 2 - 3 мин. Стаканы охлаждают до температуры (25 ± 5) °С, добавляют 3,0 г сульфата аммония, разбавляют водой до 10 см3 и переводят в мерную колбу вместимостью 100 см3, доводят водой до метки и перемешивают 30 - 40 с.
Аликвотную часть полученного раствора, содержащую 4 - 100 мкг пятиокиси тантала, помещают в полиэтиленовый цилиндр вместимостью 60 см3, доводят раствором серной кислоты концентрации 5 моль/дм3 до 10,0 см3, добавляют 1,5 см3 раствора фтористоводородной кислоты концентрации 7,5 моль/дм3 и оставляют на 8 - 10 мин. Далее добавляют пипеткой 25,0 см3 толуола, 11,0 см3 раствора бриллиантового зеленого и производят экстракцию, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве 20 - 25 см3 отмывают. Добавляют 10,5 см3 раствора для отмывки (полиэтиленовой пипеткой), 10,0 см3 раствора бриллиантового зеленого из бюретки и встряхивают, как описано в п. 4.3.3.2. После расслаивания фазы разделяют и экстракт в количестве не менее 16,0 см3 вновь подвергают операции отмывки. После расслаивания фаз 10 см3 экстракта помещают в центрифужную пробирку и центрифугируют в течение 3 мин со скоростью 3000 об/мин.
Оптическую плотность экстракта измеряют на КФК-2, как описано в п. 4.3.3.2.2. В закрытых полиэтиленовых пробирках экстракты стабильны в течение 4 ч. Допускается проведение экстракции и отмывки экстрактов одновременно в шестнадцати пробирках. Массу пятиокиси тантала определяют по градуировочному графику.
4.3.3.4. Обработка результатов
Массовую долю тантала (X) в процентах вычисляют по формуле
где m - масса пятиокиси тантала, найденная по градуировочному графику, мкг;
m1- масса навески пробы, г;
a - аликвотная часть раствора, отбираемая для экстракции, см3;
V - объем мерной колбы, равный 100 см3;
1,221 - коэффициент пересчета.
За результат измерений принимают среднее арифметическое результатов двух параллельных определений.
Допускаемые расхождения результатов двух параллельных определений не должны превышать значений допускаемых расхождений, приведенных в табл. 7и.
4.3.3.5. Контроль правильности анализа
Контроль правильности анализа проводят методом добавок.
Суммарная массовая доля тантала в пробе с добавкой должна быть не меньше утроенного значения нижней границы определяемых массовых долей и не больше верхней границы определяемых массовых долей.
Таблица 7и
Массовая доля тантала, %
Допускаемые расхождения, %
0,02
0,01
0,05
0,01
0,10
0,02
Суммарное содержание тантала (Х1) в пробе с добавкой в процентах вычисляют по формуле
где Хан - массовая доля тантала в пробе, %;
m1- масса тантала, введенная с добавкой, мкг;
m2- масса навески пробы, г.
Анализ считают правильным (Р = 0,95), если разность большей и меньшей из двух величин Х1и результата анализа пробы с добавкой не превышает
где d1- допускаемое расхождение между результатами двух параллельных определений в пробе без добавки;
d2- допускаемое расхождение между результатами двух параллельных определений в пробе с добавкой.
4.3.1 - 4.3.3.5. (Введены дополнительно, Изм. № 1).
Источник: ГОСТ 26252-84: Порошок ниобиевый. Технические условия оригинал документа
Русско-английский словарь нормативно-технической терминологии > Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии
-
4 начальное напряжение
56. Начальное напряжение U0 может быть подсчитано по одной из формул:
 (37)
(37)или
 (37)
(37)где кн- коэффициент неравномерности - см. (5);
C - емкость линии на единицу длины, пФ/м (10-12 Ф/м).
Методика определения емкости и напряженности поля на поверхности проводов изложена в приложении 1. При вычислении емкости полюса C и напряженности на проводах Е ВЛ постоянного тока в (62) и (70) следует подставлять значение минимальной высоты провода над землей hмин.
Начальная напряженность короны Е0 вычисляется по формуле (10), при этом относительную плотность воздуха δ следует учитывать только для хорошей погоды (см. приложение 2).
57. Значение среднегодовой мощности потерь на корону определяется по обобщенным характеристикам рис. 14 с учетом вероятности каждой группы погоды:
для биполярной линии
 (39)
(39)для двухполюсной униполярной линии (на 2 полюса)
 (40)
(40)для однополюсной униполярной линии
 (41)
(41)Вероятность различных групп погоды ψ1 вычисляется по данным наблюдений метеостанций вблизи трассы ВЛ в соответствии с рекомендациями приложения 3 и данными приложения 4.
58. При использовании усредненной вероятности различных погод
 ,приведенной в табл. 3, величина среднегодовой мощности потерь на корону в районах с умеренным климатом может быть оценена по одной обобщенной характеристике
,приведенной в табл. 3, величина среднегодовой мощности потерь на корону в районах с умеренным климатом может быть оценена по одной обобщенной характеристике  , полученной в условиях хорошей погоды (рис. 15). В этом случае среднегодовая мощность потерь на корону для биполярной линии вычисляется по формуле
, полученной в условиях хорошей погоды (рис. 15). В этом случае среднегодовая мощность потерь на корону для биполярной линии вычисляется по формуле (42)
(42)для двухполюсной униполярной линии (на два полюса) соответственно
 (43)
(43)и для однополюсной униполярной линии
 (44)
(44)59. Из-за сравнительно низких кратностей потерь на корону при плохой погоде по отношению к потерям в хорошую погоду при вычислении мощности потерь на корону на ВЛ постоянного тока уточнение влияния нагрева проводов нецелесообразно.
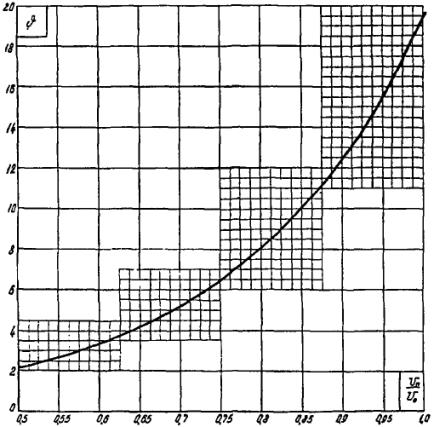
Рис. 15. Обобщенная характеристика тока короны для хорошей погоды
Русско-английский словарь нормативно-технической терминологии > начальное напряжение
-
5 модульный центр обработки данных (ЦОД)
модульный центр обработки данных (ЦОД)
-
[Интент]Параллельные тексты EN-RU
[ http://dcnt.ru/?p=9299#more-9299]
Data Centers are a hot topic these days. No matter where you look, this once obscure aspect of infrastructure is getting a lot of attention. For years, there have been cost pressures on IT operations and this, when the need for modern capacity is greater than ever, has thrust data centers into the spotlight. Server and rack density continues to rise, placing DC professionals and businesses in tighter and tougher situations while they struggle to manage their IT environments. And now hyper-scale cloud infrastructure is taking traditional technologies to limits never explored before and focusing the imagination of the IT industry on new possibilities.
В настоящее время центры обработки данных являются широко обсуждаемой темой. Куда ни посмотришь, этот некогда малоизвестный аспект инфраструктуры привлекает все больше внимания. Годами ИТ-отделы испытывали нехватку средств и это выдвинуло ЦОДы в центр внимания, в то время, когда необходимость в современных ЦОДах стала как никогда высокой. Плотность серверов и стоек продолжают расти, все больше усложняя ситуацию для специалистов в области охлаждения и организаций в их попытках управлять своими ИТ-средами. И теперь гипермасштабируемая облачная инфраструктура подвергает традиционные технологии невиданным ранее нагрузкам, и заставляет ИТ-индустрию искать новые возможности.
At Microsoft, we have focused a lot of thought and research around how to best operate and maintain our global infrastructure and we want to share those learnings. While obviously there are some aspects that we keep to ourselves, we have shared how we operate facilities daily, our technologies and methodologies, and, most importantly, how we monitor and manage our facilities. Whether it’s speaking at industry events, inviting customers to our “Microsoft data center conferences” held in our data centers, or through other media like blogging and white papers, we believe sharing best practices is paramount and will drive the industry forward. So in that vein, we have some interesting news to share.
В компании MicroSoft уделяют большое внимание изучению наилучших методов эксплуатации и технического обслуживания своей глобальной инфраструктуры и делятся результатами своих исследований. И хотя мы, конечно, не раскрываем некоторые аспекты своих исследований, мы делимся повседневным опытом эксплуатации дата-центров, своими технологиями и методологиями и, что важнее всего, методами контроля и управления своими объектами. Будь то доклады на отраслевых событиях, приглашение клиентов на наши конференции, которые посвящены центрам обработки данных MicroSoft, и проводятся в этих самых дата-центрах, или использование других средств, например, блоги и спецификации, мы уверены, что обмен передовым опытом имеет первостепенное значение и будет продвигать отрасль вперед.
Today we are sharing our Generation 4 Modular Data Center plan. This is our vision and will be the foundation of our cloud data center infrastructure in the next five years. We believe it is one of the most revolutionary changes to happen to data centers in the last 30 years. Joining me, in writing this blog are Daniel Costello, my director of Data Center Research and Engineering and Christian Belady, principal power and cooling architect. I feel their voices will add significant value to driving understanding around the many benefits included in this new design paradigm.
Сейчас мы хотим поделиться своим планом модульного дата-центра четвертого поколения. Это наше видение и оно будет основанием для инфраструктуры наших облачных дата-центров в ближайшие пять лет. Мы считаем, что это одно из самых революционных изменений в дата-центрах за последние 30 лет. Вместе со мной в написании этого блога участвовали Дэниел Костелло, директор по исследованиям и инжинирингу дата-центров, и Кристиан Белади, главный архитектор систем энергоснабжения и охлаждения. Мне кажется, что их авторитет придаст больше веса большому количеству преимуществ, включенных в эту новую парадигму проектирования.
Our “Gen 4” modular data centers will take the flexibility of containerized servers—like those in our Chicago data center—and apply it across the entire facility. So what do we mean by modular? Think of it like “building blocks”, where the data center will be composed of modular units of prefabricated mechanical, electrical, security components, etc., in addition to containerized servers.
Was there a key driver for the Generation 4 Data Center?Наши модульные дата-центры “Gen 4” будут гибкими с контейнерами серверов – как серверы в нашем чикагском дата-центре. И гибкость будет применяться ко всему ЦОД. Итак, что мы подразумеваем под модульностью? Мы думаем о ней как о “строительных блоках”, где дата-центр будет состоять из модульных блоков изготовленных в заводских условиях электрических систем и систем охлаждения, а также систем безопасности и т.п., в дополнение к контейнеризованным серверам.
Был ли ключевой стимул для разработки дата-центра четвертого поколения?
If we were to summarize the promise of our Gen 4 design into a single sentence it would be something like this: “A highly modular, scalable, efficient, just-in-time data center capacity program that can be delivered anywhere in the world very quickly and cheaply, while allowing for continued growth as required.” Sounds too good to be true, doesn’t it? Well, keep in mind that these concepts have been in initial development and prototyping for over a year and are based on cumulative knowledge of previous facility generations and the advances we have made since we began our investments in earnest on this new design.Если бы нам нужно было обобщить достоинства нашего проекта Gen 4 в одном предложении, это выглядело бы следующим образом: “Центр обработки данных с высоким уровнем модульности, расширяемости, и энергетической эффективности, а также возможностью постоянного расширения, в случае необходимости, который можно очень быстро и дешево развертывать в любом месте мира”. Звучит слишком хорошо для того чтобы быть правдой, не так ли? Ну, не забывайте, что эти концепции находились в процессе начальной разработки и создания опытного образца в течение более одного года и основываются на опыте, накопленном в ходе развития предыдущих поколений ЦОД, а также успехах, сделанных нами со времени, когда мы начали вкладывать серьезные средства в этот новый проект.
One of the biggest challenges we’ve had at Microsoft is something Mike likes to call the ‘Goldilock’s Problem’. In a nutshell, the problem can be stated as:
The worst thing we can do in delivering facilities for the business is not have enough capacity online, thus limiting the growth of our products and services.Одну из самых больших проблем, с которыми приходилось сталкиваться Майкрософт, Майк любит называть ‘Проблемой Лютика’. Вкратце, эту проблему можно выразить следующим образом:
Самое худшее, что может быть при строительстве ЦОД для бизнеса, это не располагать достаточными производственными мощностями, и тем самым ограничивать рост наших продуктов и сервисов.The second worst thing we can do in delivering facilities for the business is to have too much capacity online.
А вторым самым худшим моментом в этой сфере может слишком большое количество производственных мощностей.
This has led to a focus on smart, intelligent growth for the business — refining our overall demand picture. It can’t be too hot. It can’t be too cold. It has to be ‘Just Right!’ The capital dollars of investment are too large to make without long term planning. As we struggled to master these interesting challenges, we had to ensure that our technological plan also included solutions for the business and operational challenges we faced as well.
So let’s take a high level look at our Generation 4 designЭто заставило нас сосредоточиваться на интеллектуальном росте для бизнеса — refining our overall demand picture. Это не должно быть слишком горячим. И это не должно быть слишком холодным. Это должно быть ‘как раз, таким как надо!’ Нельзя делать такие большие капиталовложения без долгосрочного планирования. Пока мы старались решить эти интересные проблемы, мы должны были гарантировать, что наш технологический план будет также включать решения для коммерческих и эксплуатационных проблем, с которыми нам также приходилось сталкиваться.
Давайте рассмотрим наш проект дата-центра четвертого поколенияAre you ready for some great visuals? Check out this video at Soapbox. Click here for the Microsoft 4th Gen Video.
It’s a concept video that came out of my Data Center Research and Engineering team, under Daniel Costello, that will give you a view into what we think is the future.
From a configuration, construct-ability and time to market perspective, our primary goals and objectives are to modularize the whole data center. Not just the server side (like the Chicago facility), but the mechanical and electrical space as well. This means using the same kind of parts in pre-manufactured modules, the ability to use containers, skids, or rack-based deployments and the ability to tailor the Redundancy and Reliability requirements to the application at a very specific level.
Посмотрите это видео, перейдите по ссылке для просмотра видео о Microsoft 4th Gen:
Это концептуальное видео, созданное командой отдела Data Center Research and Engineering, возглавляемого Дэниелом Костелло, которое даст вам наше представление о будущем.
С точки зрения конфигурации, строительной технологичности и времени вывода на рынок, нашими главными целями и задачами агрегатирование всего дата-центра. Не только серверную часть, как дата-центр в Чикаго, но также системы охлаждения и электрические системы. Это означает применение деталей одного типа в сборных модулях, возможность использования контейнеров, салазок, или стоечных систем, а также возможность подстраивать требования избыточности и надежности для данного приложения на очень специфичном уровне.Our goals from a cost perspective were simple in concept but tough to deliver. First and foremost, we had to reduce the capital cost per critical Mega Watt by the class of use. Some applications can run with N-level redundancy in the infrastructure, others require a little more infrastructure for support. These different classes of infrastructure requirements meant that optimizing for all cost classes was paramount. At Microsoft, we are not a one trick pony and have many Online products and services (240+) that require different levels of operational support. We understand that and ensured that we addressed it in our design which will allow us to reduce capital costs by 20%-40% or greater depending upon class.
Нашими целями в области затрат были концептуально простыми, но трудно реализуемыми. В первую очередь мы должны были снизить капитальные затраты в пересчете на один мегаватт, в зависимости от класса резервирования. Некоторые приложения могут вполне работать на базе инфраструктуры с резервированием на уровне N, то есть без резервирования, а для работы других приложений требуется больше инфраструктуры. Эти разные классы требований инфраструктуры подразумевали, что оптимизация всех классов затрат имеет преобладающее значение. В Майкрософт мы не ограничиваемся одним решением и располагаем большим количеством интерактивных продуктов и сервисов (240+), которым требуются разные уровни эксплуатационной поддержки. Мы понимаем это, и учитываем это в своем проекте, который позволит нам сокращать капитальные затраты на 20%-40% или более в зависимости от класса.For example, non-critical or geo redundant applications have low hardware reliability requirements on a location basis. As a result, Gen 4 can be configured to provide stripped down, low-cost infrastructure with little or no redundancy and/or temperature control. Let’s say an Online service team decides that due to the dramatically lower cost, they will simply use uncontrolled outside air with temperatures ranging 10-35 C and 20-80% RH. The reality is we are already spec-ing this for all of our servers today and working with server vendors to broaden that range even further as Gen 4 becomes a reality. For this class of infrastructure, we eliminate generators, chillers, UPSs, and possibly lower costs relative to traditional infrastructure.
Например, некритичные или гео-избыточные системы имеют низкие требования к аппаратной надежности на основе местоположения. В результате этого, Gen 4 можно конфигурировать для упрощенной, недорогой инфраструктуры с низким уровнем (или вообще без резервирования) резервирования и / или температурного контроля. Скажем, команда интерактивного сервиса решает, что, в связи с намного меньшими затратами, они будут просто использовать некондиционированный наружный воздух с температурой 10-35°C и влажностью 20-80% RH. В реальности мы уже сегодня предъявляем эти требования к своим серверам и работаем с поставщиками серверов над еще большим расширением диапазона температур, так как наш модуль и подход Gen 4 становится реальностью. Для подобного класса инфраструктуры мы удаляем генераторы, чиллеры, ИБП, и, возможно, будем предлагать более низкие затраты, по сравнению с традиционной инфраструктурой.
Applications that demand higher level of redundancy or temperature control will use configurations of Gen 4 to meet those needs, however, they will also cost more (but still less than traditional data centers). We see this cost difference driving engineering behavioral change in that we predict more applications will drive towards Geo redundancy to lower costs.
Системы, которым требуется более высокий уровень резервирования или температурного контроля, будут использовать конфигурации Gen 4, отвечающие этим требованиям, однако, они будут также стоить больше. Но все равно они будут стоить меньше, чем традиционные дата-центры. Мы предвидим, что эти различия в затратах будут вызывать изменения в методах инжиниринга, и по нашим прогнозам, это будет выражаться в переходе все большего числа систем на гео-избыточность и меньшие затраты.
Another cool thing about Gen 4 is that it allows us to deploy capacity when our demand dictates it. Once finalized, we will no longer need to make large upfront investments. Imagine driving capital costs more closely in-line with actual demand, thus greatly reducing time-to-market and adding the capacity Online inherent in the design. Also reduced is the amount of construction labor required to put these “building blocks” together. Since the entire platform requires pre-manufacture of its core components, on-site construction costs are lowered. This allows us to maximize our return on invested capital.
Еще одно достоинство Gen 4 состоит в том, что он позволяет нам разворачивать дополнительные мощности, когда нам это необходимо. Как только мы закончим проект, нам больше не нужно будет делать большие начальные капиталовложения. Представьте себе возможность более точного согласования капитальных затрат с реальными требованиями, и тем самым значительного снижения времени вывода на рынок и интерактивного добавления мощностей, предусматриваемого проектом. Также снижен объем строительных работ, требуемых для сборки этих “строительных блоков”. Поскольку вся платформа требует предварительного изготовления ее базовых компонентов, затраты на сборку также снижены. Это позволит нам увеличить до максимума окупаемость своих капиталовложений.
Мы все подвергаем сомнениюIn our design process, we questioned everything. You may notice there is no roof and some might be uncomfortable with this. We explored the need of one and throughout our research we got some surprising (positive) results that showed one wasn’t needed.
В своем процессе проектирования мы все подвергаем сомнению. Вы, наверное, обратили внимание на отсутствие крыши, и некоторым специалистам это могло не понравиться. Мы изучили необходимость в крыше и в ходе своих исследований получили удивительные результаты, которые показали, что крыша не нужна.
Серийное производство дата центров
In short, we are striving to bring Henry Ford’s Model T factory to the data center. http://en.wikipedia.org/wiki/Henry_Ford#Model_T. Gen 4 will move data centers from a custom design and build model to a commoditized manufacturing approach. We intend to have our components built in factories and then assemble them in one location (the data center site) very quickly. Think about how a computer, car or plane is built today. Components are manufactured by different companies all over the world to a predefined spec and then integrated in one location based on demands and feature requirements. And just like Henry Ford’s assembly line drove the cost of building and the time-to-market down dramatically for the automobile industry, we expect Gen 4 to do the same for data centers. Everything will be pre-manufactured and assembled on the pad.Мы хотим применить модель автомобильной фабрики Генри Форда к дата-центру. Проект Gen 4 будет способствовать переходу от модели специализированного проектирования и строительства к товарно-производственному, серийному подходу. Мы намерены изготавливать свои компоненты на заводах, а затем очень быстро собирать их в одном месте, в месте строительства дата-центра. Подумайте о том, как сегодня изготавливается компьютер, автомобиль или самолет. Компоненты изготавливаются по заранее определенным спецификациям разными компаниями во всем мире, затем собираются в одном месте на основе спроса и требуемых характеристик. И точно так же как сборочный конвейер Генри Форда привел к значительному уменьшению затрат на производство и времени вывода на рынок в автомобильной промышленности, мы надеемся, что Gen 4 сделает то же самое для дата-центров. Все будет предварительно изготавливаться и собираться на месте.
Невероятно энергоэффективный ЦОД
And did we mention that this platform will be, overall, incredibly energy efficient? From a total energy perspective not only will we have remarkable PUE values, but the total cost of energy going into the facility will be greatly reduced as well. How much energy goes into making concrete? Will we need as much of it? How much energy goes into the fuel of the construction vehicles? This will also be greatly reduced! A key driver is our goal to achieve an average PUE at or below 1.125 by 2012 across our data centers. More than that, we are on a mission to reduce the overall amount of copper and water used in these facilities. We believe these will be the next areas of industry attention when and if the energy problem is solved. So we are asking today…“how can we build a data center with less building”?А мы упоминали, что эта платформа будет, в общем, невероятно энергоэффективной? С точки зрения общей энергии, мы получим не только поразительные значения PUE, но общая стоимость энергии, затраченной на объект будет также значительно снижена. Сколько энергии идет на производство бетона? Нам нужно будет столько энергии? Сколько энергии идет на питание инженерных строительных машин? Это тоже будет значительно снижено! Главным стимулом является достижение среднего PUE не больше 1.125 для всех наших дата-центров к 2012 году. Более того, у нас есть задача сокращения общего количества меди и воды в дата-центрах. Мы думаем, что эти задачи станут следующей заботой отрасли после того как будет решена энергетическая проблема. Итак, сегодня мы спрашиваем себя…“как можно построить дата-центр с меньшим объемом строительных работ”?
Строительство дата центров без чиллеровWe have talked openly and publicly about building chiller-less data centers and running our facilities using aggressive outside economization. Our sincerest hope is that Gen 4 will completely eliminate the use of water. Today’s data centers use massive amounts of water and we see water as the next scarce resource and have decided to take a proactive stance on making water conservation part of our plan.
Мы открыто и публично говорили о строительстве дата-центров без чиллеров и активном использовании в наших центрах обработки данных технологий свободного охлаждения или фрикулинга. Мы искренне надеемся, что Gen 4 позволит полностью отказаться от использования воды. Современные дата-центры расходуют большие объемы воды и так как мы считаем воду следующим редким ресурсом, мы решили принять упреждающие меры и включить экономию воды в свой план.
By sharing this with the industry, we believe everyone can benefit from our methodology. While this concept and approach may be intimidating (or downright frightening) to some in the industry, disclosure ultimately is better for all of us.
Делясь этим опытом с отраслью, мы считаем, что каждый сможет извлечь выгоду из нашей методологией. Хотя эта концепция и подход могут показаться пугающими (или откровенно страшными) для некоторых отраслевых специалистов, раскрывая свои планы мы, в конечном счете, делаем лучше для всех нас.
Gen 4 design (even more than just containers), could reduce the ‘religious’ debates in our industry. With the central spine infrastructure in place, containers or pre-manufactured server halls can be either AC or DC, air-side economized or water-side economized, or not economized at all (though the sanity of that might be questioned). Gen 4 will allow us to decommission, repair and upgrade quickly because everything is modular. No longer will we be governed by the initial decisions made when constructing the facility. We will have almost unlimited use and re-use of the facility and site. We will also be able to use power in an ultra-fluid fashion moving load from critical to non-critical as use and capacity requirements dictate.
Проект Gen 4 позволит уменьшить ‘религиозные’ споры в нашей отрасли. Располагая базовой инфраструктурой, контейнеры или сборные серверные могут оборудоваться системами переменного или постоянного тока, воздушными или водяными экономайзерами, или вообще не использовать экономайзеры. Хотя можно подвергать сомнению разумность такого решения. Gen 4 позволит нам быстро выполнять работы по выводу из эксплуатации, ремонту и модернизации, поскольку все будет модульным. Мы больше не будем руководствоваться начальными решениями, принятыми во время строительства дата-центра. Мы сможем использовать этот дата-центр и инфраструктуру в течение почти неограниченного периода времени. Мы также сможем применять сверхгибкие методы использования электрической энергии, переводя оборудование в режимы критической или некритической нагрузки в соответствии с требуемой мощностью.
Gen 4 – это стандартная платформаFinally, we believe this is a big game changer. Gen 4 will provide a standard platform that our industry can innovate around. For example, all modules in our Gen 4 will have common interfaces clearly defined by our specs and any vendor that meets these specifications will be able to plug into our infrastructure. Whether you are a computer vendor, UPS vendor, generator vendor, etc., you will be able to plug and play into our infrastructure. This means we can also source anyone, anywhere on the globe to minimize costs and maximize performance. We want to help motivate the industry to further innovate—with innovations from which everyone can reap the benefits.
Наконец, мы уверены, что это будет фактором, который значительно изменит ситуацию. Gen 4 будет представлять собой стандартную платформу, которую отрасль сможет обновлять. Например, все модули в нашем Gen 4 будут иметь общепринятые интерфейсы, четко определяемые нашими спецификациями, и оборудование любого поставщика, которое отвечает этим спецификациям можно будет включать в нашу инфраструктуру. Независимо от того производите вы компьютеры, ИБП, генераторы и т.п., вы сможете включать свое оборудование нашу инфраструктуру. Это означает, что мы также сможем обеспечивать всех, в любом месте земного шара, тем самым сводя до минимума затраты и максимальной увеличивая производительность. Мы хотим создать в отрасли мотивацию для дальнейших инноваций – инноваций, от которых каждый сможет получать выгоду.
Главные характеристики дата-центров четвертого поколения Gen4To summarize, the key characteristics of our Generation 4 data centers are:
Scalable
Plug-and-play spine infrastructure
Factory pre-assembled: Pre-Assembled Containers (PACs) & Pre-Manufactured Buildings (PMBs)
Rapid deployment
De-mountable
Reduce TTM
Reduced construction
Sustainable measuresНиже приведены главные характеристики дата-центров четвертого поколения Gen 4:
Расширяемость;
Готовая к использованию базовая инфраструктура;
Изготовление в заводских условиях: сборные контейнеры (PAC) и сборные здания (PMB);
Быстрота развертывания;
Возможность демонтажа;
Снижение времени вывода на рынок (TTM);
Сокращение сроков строительства;
Экологичность;Map applications to DC Class
We hope you join us on this incredible journey of change and innovation!
Long hours of research and engineering time are invested into this process. There are still some long days and nights ahead, but the vision is clear. Rest assured however, that we as refine Generation 4, the team will soon be looking to Generation 5 (even if it is a bit farther out). There is always room to get better.
Использование систем электропитания постоянного тока.
Мы надеемся, что вы присоединитесь к нам в этом невероятном путешествии по миру изменений и инноваций!
На этот проект уже потрачены долгие часы исследований и проектирования. И еще предстоит потратить много дней и ночей, но мы имеем четкое представление о конечной цели. Однако будьте уверены, что как только мы доведем до конца проект модульного дата-центра четвертого поколения, мы вскоре начнем думать о проекте дата-центра пятого поколения. Всегда есть возможность для улучшений.So if you happen to come across Goldilocks in the forest, and you are curious as to why she is smiling you will know that she feels very good about getting very close to ‘JUST RIGHT’.
Generations of Evolution – some background on our data center designsТак что, если вы встретите в лесу девочку по имени Лютик, и вам станет любопытно, почему она улыбается, вы будете знать, что она очень довольна тем, что очень близко подошла к ‘ОПИМАЛЬНОМУ РЕШЕНИЮ’.
Поколения эволюции – история развития наших дата-центровWe thought you might be interested in understanding what happened in the first three generations of our data center designs. When Ray Ozzie wrote his Software plus Services memo it posed a very interesting challenge to us. The winds of change were at ‘tornado’ proportions. That “plus Services” tag had some significant (and unstated) challenges inherent to it. The first was that Microsoft was going to evolve even further into an operations company. While we had been running large scale Internet services since 1995, this development lead us to an entirely new level. Additionally, these “services” would span across both Internet and Enterprise businesses. To those of you who have to operate “stuff”, you know that these are two very different worlds in operational models and challenges. It also meant that, to achieve the same level of reliability and performance required our infrastructure was going to have to scale globally and in a significant way.
Мы подумали, что может быть вам будет интересно узнать историю первых трех поколений наших центров обработки данных. Когда Рэй Оззи написал свою памятную записку Software plus Services, он поставил перед нами очень интересную задачу. Ветра перемен двигались с ураганной скоростью. Это окончание “plus Services” скрывало в себе какие-то значительные и неопределенные задачи. Первая заключалась в том, что Майкрософт собиралась в еще большей степени стать операционной компанией. Несмотря на то, что мы управляли большими интернет-сервисами, начиная с 1995 г., эта разработка подняла нас на абсолютно новый уровень. Кроме того, эти “сервисы” охватывали интернет-компании и корпорации. Тем, кому приходится всем этим управлять, известно, что есть два очень разных мира в области операционных моделей и задач. Это также означало, что для достижения такого же уровня надежности и производительности требовалось, чтобы наша инфраструктура располагала значительными возможностями расширения в глобальных масштабах.
It was that intense atmosphere of change that we first started re-evaluating data center technology and processes in general and our ideas began to reach farther than what was accepted by the industry at large. This was the era of Generation 1. As we look at where most of the world’s data centers are today (and where our facilities were), it represented all the known learning and design requirements that had been in place since IBM built the first purpose-built computer room. These facilities focused more around uptime, reliability and redundancy. Big infrastructure was held accountable to solve all potential environmental shortfalls. This is where the majority of infrastructure in the industry still is today.
Именно в этой атмосфере серьезных изменений мы впервые начали переоценку ЦОД-технологий и технологий вообще, и наши идеи начали выходить за пределы общепринятых в отрасли представлений. Это была эпоха ЦОД первого поколения. Когда мы узнали, где сегодня располагается большинство мировых дата-центров и где находятся наши предприятия, это представляло весь опыт и навыки проектирования, накопленные со времени, когда IBM построила первую серверную. В этих ЦОД больше внимания уделялось бесперебойной работе, надежности и резервированию. Большая инфраструктура была призвана решать все потенциальные экологические проблемы. Сегодня большая часть инфраструктуры все еще находится на этом этапе своего развития.
We soon realized that traditional data centers were quickly becoming outdated. They were not keeping up with the demands of what was happening technologically and environmentally. That’s when we kicked off our Generation 2 design. Gen 2 facilities started taking into account sustainability, energy efficiency, and really looking at the total cost of energy and operations.
Очень быстро мы поняли, что стандартные дата-центры очень быстро становятся устаревшими. Они не поспевали за темпами изменений технологических и экологических требований. Именно тогда мы стали разрабатывать ЦОД второго поколения. В этих дата-центрах Gen 2 стали принимать во внимание такие факторы как устойчивое развитие, энергетическая эффективность, а также общие энергетические и эксплуатационные.
No longer did we view data centers just for the upfront capital costs, but we took a hard look at the facility over the course of its life. Our Quincy, Washington and San Antonio, Texas facilities are examples of our Gen 2 data centers where we explored and implemented new ways to lessen the impact on the environment. These facilities are considered two leading industry examples, based on their energy efficiency and ability to run and operate at new levels of scale and performance by leveraging clean hydro power (Quincy) and recycled waste water (San Antonio) to cool the facility during peak cooling months.
Мы больше не рассматривали дата-центры только с точки зрения начальных капитальных затрат, а внимательно следили за работой ЦОД на протяжении его срока службы. Наши объекты в Куинси, Вашингтоне, и Сан-Антонио, Техас, являются образцами наших ЦОД второго поколения, в которых мы изучали и применяли на практике новые способы снижения воздействия на окружающую среду. Эти объекты считаются двумя ведущими отраслевыми примерами, исходя из их энергетической эффективности и способности работать на новых уровнях производительности, основанных на использовании чистой энергии воды (Куинси) и рециклирования отработанной воды (Сан-Антонио) для охлаждения объекта в самых жарких месяцах.
As we were delivering our Gen 2 facilities into steel and concrete, our Generation 3 facilities were rapidly driving the evolution of the program. The key concepts for our Gen 3 design are increased modularity and greater concentration around energy efficiency and scale. The Gen 3 facility will be best represented by the Chicago, Illinois facility currently under construction. This facility will seem very foreign compared to the traditional data center concepts most of the industry is comfortable with. In fact, if you ever sit around in our container hanger in Chicago it will look incredibly different from a traditional raised-floor data center. We anticipate this modularization will drive huge efficiencies in terms of cost and operations for our business. We will also introduce significant changes in the environmental systems used to run our facilities. These concepts and processes (where applicable) will help us gain even greater efficiencies in our existing footprint, allowing us to further maximize infrastructure investments.
Так как наши ЦОД второго поколения строились из стали и бетона, наши центры обработки данных третьего поколения начали их быстро вытеснять. Главными концептуальными особенностями ЦОД третьего поколения Gen 3 являются повышенная модульность и большее внимание к энергетической эффективности и масштабированию. Дата-центры третьего поколения лучше всего представлены объектом, который в настоящее время строится в Чикаго, Иллинойс. Этот ЦОД будет выглядеть очень необычно, по сравнению с общепринятыми в отрасли представлениями о дата-центре. Действительно, если вам когда-либо удастся побывать в нашем контейнерном ангаре в Чикаго, он покажется вам совершенно непохожим на обычный дата-центр с фальшполом. Мы предполагаем, что этот модульный подход будет способствовать значительному повышению эффективности нашего бизнеса в отношении затрат и операций. Мы также внесем существенные изменения в климатические системы, используемые в наших ЦОД. Эти концепции и технологии, если применимо, позволят нам добиться еще большей эффективности наших существующих дата-центров, и тем самым еще больше увеличивать капиталовложения в инфраструктуру.
This is definitely a journey, not a destination industry. In fact, our Generation 4 design has been under heavy engineering for viability and cost for over a year. While the demand of our commercial growth required us to make investments as we grew, we treated each step in the learning as a process for further innovation in data centers. The design for our future Gen 4 facilities enabled us to make visionary advances that addressed the challenges of building, running, and operating facilities all in one concerted effort.
Это определенно путешествие, а не конечный пункт назначения. На самом деле, наш проект ЦОД четвертого поколения подвергался серьезным испытаниям на жизнеспособность и затраты на протяжении целого года. Хотя необходимость в коммерческом росте требовала от нас постоянных капиталовложений, мы рассматривали каждый этап своего развития как шаг к будущим инновациям в области дата-центров. Проект наших будущих ЦОД четвертого поколения Gen 4 позволил нам делать фантастические предположения, которые касались задач строительства, управления и эксплуатации объектов как единого упорядоченного процесса.
Тематики
Синонимы
EN
Русско-английский словарь нормативно-технической терминологии > модульный центр обработки данных (ЦОД)
-
6 алюминий
алюминий
Химический элемент III группы Периодич. системы; ат. н. 13, ат. м. 26,9815; серебристо-белый легкий металл. Состоит из одного стабильного изотопа 27А1. Первый пром. способ произ-ва Аl предложил в 1854 г. франц. химик А. Э. С.-Клер Девиль: восстановление двойного хлорида Na3AlCl6 металлич. Na. Похожий по цвету на серебро Аl сначала ценился очень дорого. С 1855 по 1890 г. было получено всего 200 т Аl. Соврем, способ получения Аl электролизом криолито-глиноземного расплава разработали в 1886 г. одноврем. и независимо Ч. Холл (США) и П. Эру (Франция). По распространенности в природе Аl занимает 3-е место после кислорода и кремния и 1-е — среди металлов. Его содержание в земной коре 8,80 мае. %. В свободном виде Аl в силу хим. активности не встречается. Известны сотни минералов Аl, преимущ. алюмосиликатов. Пром. значение имеют бокситы, алуниты и нефелины. Нефелиновые породы беднее бокситов глиноземом, но при их комплексной переработке разработ. в России способом получают важные побочные продукты: соду, поташ, серную кислоту. Нефелиновые руды в России образуют, в отличие от бокситов, весьма крупные месторождения (на Кольском п-ве, на Урале, в Красноярском крае и др.).
Аl сочетает весьма ценный комплекс с-в: малую плотность, высокие тепло- и электропроводность, высокую пластичность и хорошую коррозионную стойкость. Он легко поддается ковке, штамповке, прокатке, волочению. Аl хорошо сваривается газовой, контактной и др. видами сварки. Решетка Аl — ГЦК (а = = 0,40413 нм). Св-ва Аl, как и всех металлов, зависят от его чистоты. Св-ва Аl особой чистоты (99,996 %): у20.с = 2,69 г/см3; tm = 660,24 °С; 'к» * 250° °с; ТКЛР (от 20 до 100 °С) 23,86 • КГ6; XIW.C = 343 Вт/(м • К) электропроводность по отношению к меди (при 20 °С) 65,5 %. Прочность Аl невысока (<тв= 50-60 МПа), НВ = = 170 МПа, пластичность до 50 %. После холодной прокатки ав Аl возрастает до 115 МПа, НВ < 270 МПа, Е, снижается до 5 %. Аl хорошо полируется, анодируется и обладает высокой отражательной способностью, близкой к Ag. При большом сродстве к кислороду Аl на воздухе покрывается тонкой, но очень прочной пленкой Аl2О,, защищающей его от дальнейшего окисления и обусловл. высокие антикоррозионные свойства. Аl стоек на воздухе, в морской и пресной воде, практически не взаимодействует с концентрир. или сильно разбавл. HNO3, с органич. кислотами, пищевыми продуктами.
Произ-во Аl включает две основные стадии: получение глинозема (Аl2О3) сложной химической переработкой Аl-руд и металлич. Аl электролизом Аl2О3, р-ренного в расплавл. криолите (Na3AlF6). Глинозем получают из бокситов, нефелинов, алунитов, но наиб, широко используют бокситы, к-рые, в осн., перерабатывают по способу Байера (см. Глинозем). Электролиз р-ра Аl2О3 в криолите ведут в электролизерах при 950—975 °С. Используют электролизеры трех осн. конструкций: с непрерывными самообжигающимися анодами и боковым подводом тока; те же, но с верхним подводом тока; с обожженными анодами. Электролитная ванна - железный кожух, футеров. огнеупорным кирпичом и выложенный угольными плитами и блоками. Катод - подина ванны. Пром. электролит помимо криолита содержит добавки (АlF3, CaF2, LiF, MgF2, NaCl и др.), сумма к-рых не превышает 8-10 %. Осн. назначение добавок -снижение tm электролита и увеличение электропроводности. В пром. электролите поддерживают содержание 6-8 % Аl2О3 во избежание его остатков на подине ванны. Важная характеристика электролита — криолитовое отношение (к.о.) — отношение молярных содержаний NaF/AlF3. Для чистого криолита к. о.= 3. Электролиты с к. о. = 3 называют нейтральными, < 3 — кислыми, > 3 — основными. В пром. Аl-ваннах применяют кислые электролиты с к. о. = 2,6-5-2,8. У пром. электролита у = 2,09-2,11 г/см3 при 1100 оС, т.е. на ~ 10 % меньше, чем у расплавленного Аl.
При электролизе Аl2О3 криолит диссоциирует на ионы. На катоде разряжаются ионы Аl3+ с образованием металлич. Аl, а на аноде - ионы О2", окисляющие углерод анода до СО и СО2. Соврем, электролизеры - серия из 150—160 ванн, подключенных последовательно к источнику постоянного тока, работают при U = 4,1-4,5 В и / < 150 кА. Из ванны расплавл. Аl извлекают вакуум-ковшом. Примеси из чернового Аl удаляют продуванием расплава хлором с получением первичного алюминия с 99,5-99,85 % Аl и разливкой его в формы. А1 высокой чистоты (99,9965 %) получают электролит, рафинированием первичного Аl по т.н. 3-слойному способу, снижающему содержание примесей Fe, Si и Си. П.Д.К. в воздухе пыли металлич. Аl и его оксидов - 2 мг/м3.
Сочетание физ., механич. и хим. свойств Аl определяет его широкое применение во всех областях техники, особенно в виде сплавов (см. Al-сплавы). В электротехнике Аl успешно заменяет Сu, особенно в массивных проводниках, напр. воздушных линий, высоковольтных кабелях, шинах распред. устройств, трансформаторов и т.п. (при поперечном сечении, обеспечив. одну и ту же проводимость, масса проводников из Al вдвое меньше медных). Сверхчистый Аl используют в произ-ве электрич. конденсаторов и выпрямителей. Аl применяют для предохранения металлич. поверхностей от атм. коррозии (алитирование, плакирование, алюмин. краска), изготовления резервуаров большой емкости для хранения и транспортировки жидких газов (метан, кислород, водород и т.д.), азотной и уксусной кислот, пищевых масел, а также оборудования и аппаратов в пищевой пром-ти. Аl - одна из самых распространенных легир. добавок в сплавах на основе Сu, Mg, Ti, Ni, Zn и один из основных раскислителей сталей и сплавов на основе железа.
[ http://metaltrade.ru/abc/a.htm]Тематики
EN
Русско-английский словарь нормативно-технической терминологии > алюминий
-
7 нормальная работа
нормальная работа
Условия, при которых прибор работает в соответствии с нормальной эксплуатацией, когда прибор подсоединен к сети питания.
[ ГОСТ Р 52161. 1-2004 ( МЭК 60335-1: 2001)]EN
normal operation
conditions under which the appliance is operated in normal use when it is connected to the supply mains
[IEC 60335-1, ed. 4.0 (2001-05)]FR
conditions de fonctionnement normal
conditions dans lesquelles l'appareil est mis en fonctionnement en usage normal lorsqu’il est raccordé au réseau d'alimentation
[IEC 60335-1, ed. 4.0 (2001-05)]Тематики
EN
FR
нормальная работа (normal operation): Работа нагревательного блока после установки в здании в соответствии с инструкциями.
Источник: ГОСТ Р 52161.2.96-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.96. Частные требования для гибких листовых нагревательных элементов для обогрева жилых помещений оригинал документа
нормальная работа (normal operation): Работа прибора, как установлено в следующих абзацах.
Примечание - Приборы, не упомянутые ниже, но которые тем не менее могут выполнять одну из функций приготовления пищи, работают, как определено для этой функции, насколько это возможно.
Источник: ГОСТ Р 52161.2.9-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.9. Частные требования для грилей, тостеров и аналогичных переносных приборов для приготовления пищи оригинал документа
нормальная работа (normal operation): Работа прибора, как установлено в 3.1.9.101 - 3.1.9.107.
Источник: ГОСТ Р 52161.2.6-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.6. Частные требования для стационарных кухонных плит, конфорочных панелей, духовых шкафов и аналогичных приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работаете максимальным количеством воды, для которого он сконструирован, без использования детергентов или ополаскивающих средств, без посуды или столовых приборов. Если очевидно, что при загрузке прибора результаты испытаний будут иными, испытания проводят при загрузке максимальным количеством посуды и столовых приборов, установленным в инструкциях.
Примечание 101 - Посуда и столовые приборы, используемые при испытании, - по ГОСТ 30147.
Воду подают под любым давлением в пределах, установленных в инструкциях, температура воды на входе должна быть:
плюс (60 ± 5) °С или равной установленной в инструкциях (если она выше указанной) - для входных отверстий, предназначенных для подачи только горячей воды;
плюс (15 ± 5) °С - для входных отверстий, предназначенных для подачи только холодной воды.
Если прибор имеет ввод, предназначенный для подачи как холодной, так и горячей воды, температура при испытаниях должна быть наиболее неблагоприятной.
Источник: ГОСТ Р 52161.2.5-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.5. Частные требования для посудомоечных машин оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работает при номинальном напряжении непрерывно с входным отверстием для воздуха, отрегулированным на потребляемую мощность Рт, измеренную после 20 с работы. При необходимости через 3 мин проводят окончательное регулирование отверстия.
Потребляемую мощность Ртрассчитывают по формуле
Pm = 0,5×(Pf + Pi),
где Pf - мощность, потребляемая прибором, работающим в течение 3 мин с открытым входным отверстием для воздуха, в ваттах. Любое устройство, используемое для обеспечения циркуляции охлаждающего двигатель воздуха в случае блокирования главного входного отверстия, может работать обычным образом;
Pi - мощность, потребляемая прибором, работающим в течение следующих 20 с с полностью закрытым входным отверстием, в ваттах. Любое устройство, регулируемое без помощи инструмента и используемое для обеспечения циркуляции охлаждающего двигатель воздуха в случае блокирования главного входного отверстия, должно быть отключено.
Если прибор имеет маркировку диапазона номинальных напряжений, то его включают на напряжение, равное среднему значению диапазона напряжений при условии, что разность между предельными значениями диапазона не превышает 10 % среднего значения. Если эта разность превышает 10 %, прибор включают на напряжение, равное верхнему пределу диапазона.
Измерения проводят на приборе, имеющем чистый пылесборник и фильтр, при этом емкость для воды не должна быть заполнена. Если прибор предназначен для использования только со шлангом, съемные насадки и трубки удаляют, а шланг выпрямляют. Если шланг прибора является необязательным элементом, прибор работает без шланга.
Вращающиеся щетки и аналогичные устройства при работе не должны контактировать с какой-либо поверхностью. Чистящие головки, подсоединенные с помощью шланга, при работе не должны контактировать с какой-либо поверхностью.
Выходные отверстия прибора для присоединения необязательных элементов нагружают нагрузкой сопротивления, указанной в маркировке прибора.
Источник: ГОСТ Р 52161.2.2-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.2. Частные требования для пылесосов и водовсасывающих чистящих приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Машины для обработки полов работают непрерывно, совершая возвратно-поступательные движения со скоростью 15 циклов в минуту на полированной стальной плите на расстояние 1 м. Прибор оснащен щетками для пола с твердой поверхностью в соответствии с инструкциями.
Примечание 101 - Нагрев стальной плиты не допускается. Можно использовать принудительное охлаждение, но при этом необходимо гарантировать, что циркуляция воздуха не влияет на превышение температуры, значение которого определяют.
Машины для щелочной обработки полов работают на необработанных гладких сосновых досках толщиной 25 мм, шириной приблизительно 100 мм, закрепленных внутри на дне металлического поддона. Машина для щелочной обработки совершает возвратно-поступательные движения со скоростью 15 циклов в минуту на расстояние 1 м.
Машины для чистки ковров шампунем работают на ковре, закрепленном внутри на дне металлического поддона, который наполнен водой до уровня приблизительно 3 мм над поверхностью ковра. Ковер изготовлен из нейлоновых волокон высотой ворса приблизительно 6 мм. Машина для чистки шампунем совершает возвратно-поступательные движения со скоростью 10 циклов в минуту на расстояние 1 м.
Если машина для щелочной обработки полов или машина для чистки ковров шампунем снабжена системой распределения жидкости, поддон не заполняют водой, но систему распределения жидкости приводят в действие.
Машины для чистки драпировки шампунем работают без вращающихся щеток или аналогичных устройств, контактирующих с драпировкой или любой другой поверхностью. Всасывающие шланги располагают свободно вне прямой линии с входным отверстием. Система распределения жидкости работает с пустым резервуаром.
Источник: ГОСТ Р 52161.2.10-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.10. Частные требования для машин для обработки полов и машин для влажной чистки оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор, работающий с неглубокой кастрюлей диаметром 150 мм, которая наполнена водой на высоту не менее 25 мм, устанавливают на горячую поверхность. Если приборы поставляются с сосудами или это установлено в инструкциях, сосуды используют взамен кастрюли.
Прибор работает без кастрюли, если это условие является более неблагоприятным.
Источник: ГОСТ Р 52161.2.12-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.12. Частные требования для мармитов и аналогичных приборов оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Прибор работает заполненный текстильным материалом массой в сухом состоянии, равной максимальной массе, установленной в инструкциях.
Текстильный материал представляет собой предварительно постиранные, подрубленные двойным швом хлопчатобумажные простыни размером приблизительно 70´70 см, удельной массой в сухом состоянии от 140 до 175 г/м2.
Текстильный материал замачивают в воде, имеющей температуру (25 ± 5) °С и массу, равную массе текстильного материала.
Если функция сушки может автоматически следовать за функцией стирки в стиральной машине, прибор не загружают отдельно. Прибор работает с максимальным количеством текстильного материала, установленным в инструкциях для комбинированного цикла стирки - сушки.
Примечание 101 - Хлопок, в котором содержание влаги не превышает 10 %, рассматривают как находящийся в сухом состоянии.
Хлопок кондиционируют 24 ч в спокойном воздухе при температуре (20 ± 2) °С, относительной влажности от 60 % до 70 % и атмосферном давлении от 860 до 1060 мбар, с содержанием воды приблизительно 7 %.
Источник: ГОСТ Р 52161.2.11-2005: Безопасность бытовых и аналогичных электрических приборов. Часть 2.11. Частные требования для барабанных сушилок оригинал документа
нормальная работа (normal operation): Работа прибора после его установки в соответствии с инструкциями и заполнения холодной водой.
Источник: ГОСТ Р 52161.2.21-2006: Безопасность бытовых и аналогичных электрических приборов. Часть 2.21. Частные требования для аккумуляционных водонагревателей оригинал документа
нормальная работа (normal operation): Работа прибора в следующих условиях.
Источник: ГОСТ Р 52161.2.24-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.24. Частные требования к холодильным приборам, мороженицам и устройствам для производства льда оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Приборы работают без белья.
Источник: ГОСТ Р 52161.2.44-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.44. Частные требования к гладильным машинам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Зарядные устройства батарей для зарядки батарей свинцово-кислотных аккумуляторов и другие зарядные устройства батарей, имеющие номинальный постоянный выходной ток не более 20 А, подсоединяют к цепи, как приведено на рисунке 101. Переменный резистор настраивают таким образом, чтобы ток в цепи был равен номинальному постоянному выходному току при питании зарядного устройства батарей номинальным напряжением.
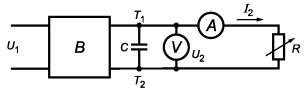
U1 - напряжение питания; U2 - выходное напряжение; I2 - выходной ток; A - амперметр; В - зарядное устройство батарей; V - вольтметр; R - переменный резистор;

где Ir - номинальный постоянный выходной ток, А;
р - коэффициент (для однополупериодного выпрямления р = 1; для двухполупериодного выпрямления р = 2);
f - частота питающей сети, Гц;
Ur - номинальное выходное напряжение постоянного тока, В.
Примечания
1 Конденсатор может иметь емкость, отличающуюся от рассчитанной на ± 20 %.
2 Конденсатор может быть предварительно заряжен до начала работы зарядного устройства батарей.
Рисунок 101 - Цепь для испытания зарядных устройств батарей
Если зарядный ток управляет процессом зарядки батареи, то переменный резистор и конденсатор заменяют разряженной батареей соответствующего типа и максимальной емкости, указанных в инструкциях.
Другие зарядные устройства батарей подсоединяют к разряженной батарее соответствующего типа и максимальной емкости, указанных в инструкциях.
Примечание 101 - Батареи считают разряженными, если:
- плотность электролита менее 1,16 - для батарей свинцово-кислотных аккумуляторов;
- напряжение каждого элемента менее 0,9 В - для батарей никель-кадмиевых аккумуляторов.
Источник: ГОСТ Р 52161.2.29-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.29. Частные требования для зарядных устройств батарей оригинал документа
нормальная работа (normal operation): Работа прибора в сосуде, наполненном водой, на максимальной глубине погружения.
Источник: ГОСТ Р 52161.2.74-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.74. Частные требования к переносным погружным нагревателям оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Текстильные изделия располагают на вешалках или перекладинах в соответствии с инструкциями. Текстильные изделия представляют собой предварительно выстиранные хлопчатобумажные простыни с двойным подрубочным швом размером приблизительно 700×700 мм, массой от 140 до 175 г/м2, определенной в сухом состоянии.
Четыре слоя текстильного изделия используют для приборов, имеющих нагреваемую поверхность, на которую для высушивания помещают текстильное изделие. Один слой используют для приборов, в которых текстильное изделие высушивается потоком теплого воздуха.
Примечание 101 - В случае возникновения сомнений хлопчатобумажные простыни подвергают кондиционированию в течение не менее 24 ч при температуре (20 ± 5) °С и относительной влажности (60 ± 5) %.
Источник: ГОСТ Р 52161.2.43-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.43. Частные требования к сушилкам для одежды и перекладинам для полотенец оригинал документа
нормальная работа (normal operation): Работа прибора, постоянно подключенного к воде, поток которой отрегулирован таким образом, чтобы температура на выходе достигала максимального значения без срабатывания термовыключателя.
Источник: ГОСТ Р 52161.2.35-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.35. Частные требования к проточным водонагревателям оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях. Насос работает при нулевом давлении жидкости на входе, в режиме работы между минимальным и максимальным напором, таким образом, чтобы достигалась наибольшая потребляемая мощность.
Примечание 101 - Напор измеряют между входным и выходным отверстиями.
Источник: ГОСТ Р 52161.2.41-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.41. Частные требования к насосам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.23-2007: Безопасность бытовых и аналогичных электрических приборов. Часть 2.23. Частные требования для приборов по уходу за кожей и волосами оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.32-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.32. Частные требования к массажным приборам оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.60-2011: Безопасность бытовых и аналогичных электрических приборов. Часть 2.60. Частные требования к вихревым ваннам и вихревым ваннам для СПА-салонов оригинал документа
нормальная работа (normal operation): Работа прибора в том виде, в каком он был поставлен изготовителем, или с закороченной выходной цепью высокого напряжения в зависимости от того, что наиболее неблагоприятно.
Источник: ГОСТ Р 52161.2.65-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.65. Частные требования к приборам для очистки воздуха оригинал документа
нормальная работа (normal operation): Работа приборов при следующих условиях.
Приборы с подставкой работают на подставке, если не указано иное.
Другие приборы работают в соответствии с инструкциями, если не указано иное.
Источник: ГОСТ Р 52161.2.45-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.45. Частные требования к переносным нагревательным инструментам и аналогичным приборам оригинал документа
нормальная работа (normal operation): Работа циркуляционного насоса с давлением воды и скоростью потока, отрегулированными в установленных пределах так, чтобы достигалась максимальная потребляемая мощность.
Источник: ГОСТ Р 52161.2.51-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.51. Частные требования к стационарным циркуляционным насосам для отопительных систем и систем водоснабжения оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях:
- выходная цепь закорочена;
- решетки расположены на максимальном расстоянии, достаточном для поддержания дуги, прибор работает циклами; цикл состоит из 1 с работы и 2 с паузы;
- к решеткам подключена активная нагрузка, которая обеспечивает получение максимального тока.
Источник: ГОСТ Р 52161.2.59-2008: Безопасность бытовых и аналогичных электрических приборов. Часть 2.59. Частные требования к приборам для уничтожения насекомых оригинал документа
нормальная работа (normal operation): Работа прибора при следующих условиях.
Источник: ГОСТ Р 52161.2.17-2009: Безопасность бытовых и аналогичных электрических приборов. Часть 2.17. Частные требования к одеялам, подушкам, одежде и аналогичным гибким нагревательным приборам оригинал документа
Русско-английский словарь нормативно-технической терминологии > нормальная работа
См. также в других словарях:
РД 34.20.172: Руководящие указания по учету потерь на корону и помех от короны при выборе проводов воздушных линий электропередачи переменного тока 330 - 750 кВ и постоянного тока 800 - 1500 кВ — Терминология РД 34.20.172: Руководящие указания по учету потерь на корону и помех от короны при выборе проводов воздушных линий электропередачи переменного тока 330 750 кВ и постоянного тока 800 1500 кВ: 33. Методика, изложенная в данном разделе … Словарь-справочник терминов нормативно-технической документации
ГОСТ 15596-82: Источники тока химические. Термины и определения — Терминология ГОСТ 15596 82: Источники тока химические. Термины и определения оригинал документа: 8. Аккумулятор Akkumulator Гальванический элемент, предназначенный для многократного разряда за счет восстановления емкости путем заряда… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 52002-2003: Электротехника. Термины и определения основных понятий — Терминология ГОСТ Р 52002 2003: Электротехника. Термины и определения основных понятий оригинал документа: 128 (идеальный электрический) ключ Элемент электрической цепи, электрическое сопротивление которого принимает нулевое либо бесконечно… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 25529-82: Диоды полупроводниковые. Термины, определения и буквенные обозначения параметров — Терминология ГОСТ 25529 82: Диоды полупроводниковые. Термины, определения и буквенные обозначения параметров оригинал документа: 87. Временная нестабильность напряжения стабилизации стабилитрона D. Zeitliche Instabilitat der Z Spannung der Z… … Словарь-справочник терминов нормативно-технической документации
определение — 2.7 определение: Процесс выполнения серии операций, регламентированных в документе на метод испытаний, в результате выполнения которых получают единичное значение. Источник … Словарь-справочник терминов нормативно-технической документации
ЭЛЕКТРИЧЕСТВО И МАГНЕТИЗМ — раздел физики, охватывающий знания о статическом электричестве, электрических токах и магнитных явлениях. ЭЛЕКТРОСТАТИКА В электростатике рассматриваются явления, связанные с покоящимися электрическими зарядами. Наличие сил, действующих между… … Энциклопедия Кольера
относительная — 3.1.24 относительная vmin или Y (relative vmin or Y): Отношение максимальной нагрузки Emax к минимальному поверочному интервалу весоизмерительного датчика vmin. Это отношение характеризует разрешающую способность весоизмерительного датчика, не… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 26252-84: Порошок ниобиевый. Технические условия — Терминология ГОСТ 26252 84: Порошок ниобиевый. Технические условия оригинал документа: 4.4. Определение удельной поверхности 4.4.1. Удельная поверхность ниобиевого порошка определяется на приборе АДП 1 или Т 3 методом воздухопроницаемости, при… … Словарь-справочник терминов нормативно-технической документации
Электрический конденсатор — У этого термина существуют и другие значения, см. Конденсатор (значения). См. также: варикап Основа конструкции конденсатора две токопроводящие обкладки, между которыми находится диэлектрик … Википедия
Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии — 4.2. Спектральный метод определения никеля, алюминия, магния, марганца, кобальта, олова, меди и циркония в ниобии Спектральному методу предшествует перевод анализируемой пробы в пятиокись ниобия. Метод основан на измерении интенсивности линий… … Словарь-справочник терминов нормативно-технической документации
окрашивание металлических изделий — окрашивание металлических изделий — применяется для защиты их от коррозии и другие.гих вредных воздействий, а также для придания изделиям красивого внешнего вида. Основные способы: обычное (механическое), химическое и электрохимическое… … Энциклопедия «Жилище»